日本生まれのサスペンションシステムである「TEIN(テイン)」が、世界に向けて大きく飛躍しようとしている。すでに進出を済ませている中国において、その方向性と展望を取材した。
◆7坪の事業所からスタート
まず、テインという会社について少し説明しておこう。創業は1985年。ラリーショップでメカニックとして働いていた市野諮氏(現代表取締役社長)によって起業されたショックアブソーバーメーカーである。横浜市のわずか7坪の事業所からのスタートであった。
テインのキーパーソンは市野氏ともう一人、藤本吉郎氏(現取締役専務)の存在を忘れてはならない。藤本氏は世界屈指のベアリング会社のエンジニアとしてとして働いていたが、テインの創業後すぐに会社を辞めテインに参加している。その後、2人は多くのラリーに参戦。藤本氏は1995年のサファリラリーで日本人初の優勝をするなど多くの実績を残している。テインは両名のモータースポーツ活動にとどまらず、チームとしての活動やサポート活動などを通して、今も積極的にモータースポーツに関わっている。
◆1995年の規制緩和が転機
創業当時のテインはOEM生産を中心に行っていたが1990年からは自社ブランドによる商品開発を開始した。1995年にクルマのカスタマイズに関する規制緩和が行われると、一気に業績が上向く。
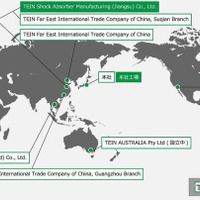
工場を移転しつつその規模を拡大。2001年にはアメリカにTEIN U.S.A.,Incを設立。2002年には全事業所でISO9001の認証を取得するとともにJASDAQ市場(現東京証券取引所スタンダード市場)に上場。台湾に天御股份有限公司を設立した。2003年は英国にTEIN UK Limited 、2008年に香港に天御香港有限公司を設立、2009年に中華人民共和国に天御遠東国際貿易(北京)有限公司を設立するなど積極的に海外進出を行う。ここまでの海外事業所はすべて販売のための会社であったが、2013年には初の海外生産拠点となる天御減振器制造有限公司を中華人民共和国の江蘇省に設立する。
◆2交代・24時間操業が求められる事情
今回、その江蘇省の宿遷工場を見学させていただき、同時に海外戦略についても取材した。まずこの宿遷工場のレベルが素晴らしく高い。この工場を基本にすればおそらくどの国にでも工場を作る許可が下りるだろう。
工場の規模は面積が2万1027平米、従業員数は260名、売上高1億3000万元、経常利益1000万元、2022年の生産本数は30万本となっている。工場は2交代で24時間操業である。2交代・24時間操業というと日本ではほぼ不可能な労働時間だが、中国の場合は労働者が残業を求めており、残業ができる職場だからこそ人が集まるとのことだ。もちろん、他の国に工場を建てる場合、こうした労働時間はその国の法規や習慣に合わせることになるだろう。
◆徹底して環境に配慮
どんな国でも工場を建てる場合に重要な項目となるのが環境問題だろう。テインが宿遷工場を建てる際も、メッキ工程があることが大きなハードルだったという。さまざまな自治体と交渉を重ねた結果、宿遷市が「メッキ工場ではなく、工程内にメッキがあるなら許可しましょう」ということで工場を建てることが叶ったという。
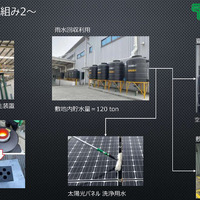
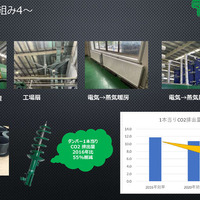
許可をくれた宿遷市に恩返しをするかのごとく、テイン宿遷工場は徹底して環境に配慮した工場となっている。工場や倉庫の屋根はもちろん駐車場の屋根にも太陽光パネルを設置。さらには工場と倉庫の間に屋根を作り、そこにも太陽光パネルを接地した。現在のパネル面積は1万763平米、パネル容量は2300kW、1日の発電出力は1万kWhにも及ぶ。屋根に降った雨水はすべて回収され、太陽光パネルや敷地内路面の洗浄や空調に利用。水溶性液、油性液、銅治具、硬質クロムメッキ液などはすべて再生。排熱を利用した暖房補助装置や工場扇、蒸気暖房などを利用することでダンパー1本あたりの二酸化炭素排出量は2016年比で55%減となっているという。
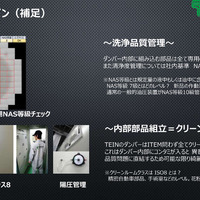
◆「万能ステーション」で作業をわかりやすく
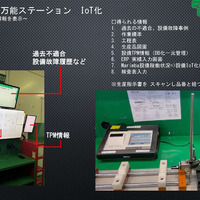
テインの工場では「万能ステーション」と呼ばれるIoT化が各工程で標準となっている。万能ステーションには作業標準、工程表、生産品図面など8つの項目が表示される仕組み。そのなかには過去の不具合や設備故障の事例なども含まれる。なれない作業員であっても何をどのようにすればいいか、気を付けるべきは何か、などが一目瞭然に分かる仕組みだ。
テイン製品の品種は3000品番に及ぶ。アフターマーケット用のショックアブソーバーは1つの品番が大量生産されるということはあまりなく、超多品種を少量生産できるシステムが必要。1品番あたりの部品数は500と膨大で、いかにシステマチックにするかが重要となってくる。これを実現するため工場の各工程は極力自動化されている。工程が自動化されているだけでなく、実際の生産に入る前の段取といわれる準備作業も極力削減。現在は24時間で1本のショックアブソーバーが完成するリードタイムを実現している。
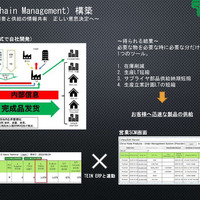
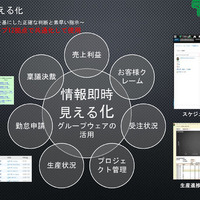
また全世界のテイングループで情報の即時見える化を実現。ユーザーのクレームや受注状況、生産状況などが瞬時に把握できるようにしているほか、ERPの一元管理も実施。ERP一元管理では日本と中国それぞれの工場の生産負荷や在庫、受注、出荷情報、原価管理、技術情報などが一元管理される。さらにサプライヤー、工場、販売会社との需要供給情報を共有するシステムも開発。仕入れから製造、販売にいたる一連の流れがひと目でわかるシステムも構築している。
◆海外進出のマザー工場
環境問題、生産システム、各種情報管理などすべてにおいて理想の工場となっている宿遷工場は、今後テインが各国に進めていく工場進出においてマザー工場というわけだ。今後計画されている、中国の第2工場やタイ工場、インド工場などにおいても宿遷工場を見本に建設されることになる。テインは来年40周年を迎えるが、その規模拡大の速度はまさに加速度的。第二、第三の海外生産拠点も早々に立ち上がりをみせてくれることだろう。